

Bucket elevators
-
Bucket elevator for grain silo in Kenya
-

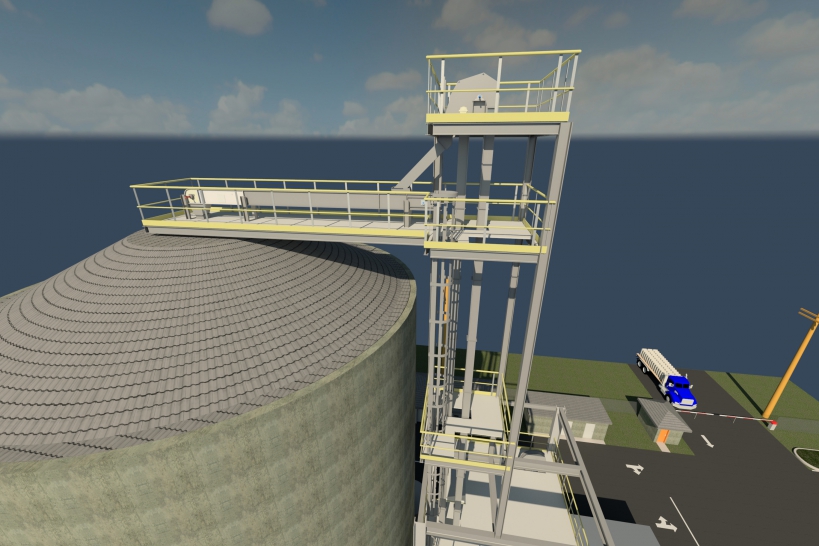
Bucket elevator head for port silo
-

Bucket elevator foot in port silo
-

Bucket elevator head in galvanized steel in biofuel factory
-

Bucket elevator head in port silo
-

Buckets elevators in feedmill
-

Elevators heads in grain silo with suction system
-

Refeeding inlet on bucket elevator
-

Bucket elevator foot
-
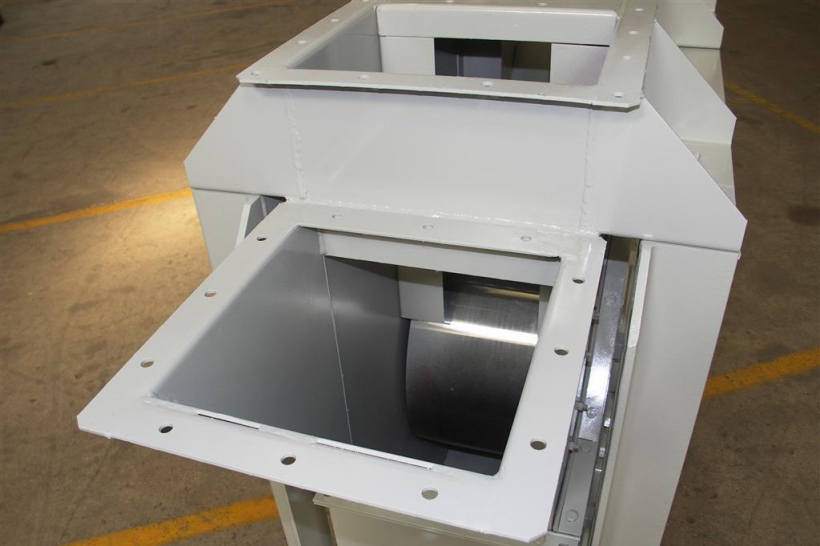
Inspection door on bucket elevator leg
FEATURES
-
Protection of the head ejection area a gainst abrasion
-
Adjustable and flexible outlet skirt
-
Dismountable sheath
-
Any type of buckets and belts or chain
-
Possible slow speed for fragile products
PURPOSE
A bucket elevator is designed for the handling and extracting of granular and powdery products over a vertical linear trajectory.
Our wide range of standard elevators allows capacities up to 1600 m³/h.
For applications not included in this range, our Design Offices are qualified to develop specific elevators meeting any requirements.
Options
-
Optimized discharging foot
-
Suction intake or built-in dedusting filters
-
Gradual progress for maintenance
-
Feet above ground for easy maintenance
-
Refeeding inlet
Safety devices
-
ATEX compliance 94/9/CE on demand
-
Belt misalignment control
-
Rotation control
-
Clogging detection
-
Product flow detection
Solutions for limited explosion risks

STOLZ solutions to limit explosion risks:
- Use of antistatic (ISO284) and self-extinguishing (ISO340) belts
- Fitting of explosion vents (to be specified according to each elevator: installation, capacity, KST product…)
- Dedusting at feeding inlets and outlets
- Misalignment belt control
- Rotation control
- Bearing temperature control (option)
- Inert gas injection
Documentation